半自動/全自動 光ファイバーレーザー管材切断機
YH-30_LCCP_36FSOF / YH-60_LCCP_36FSAFOF
対応素材・業界用途:
- 本装置は炭素鋼、ステンレス、アルミ、真鍮などの金属管材や異形管材に対応し、多機能な切断が可能です。
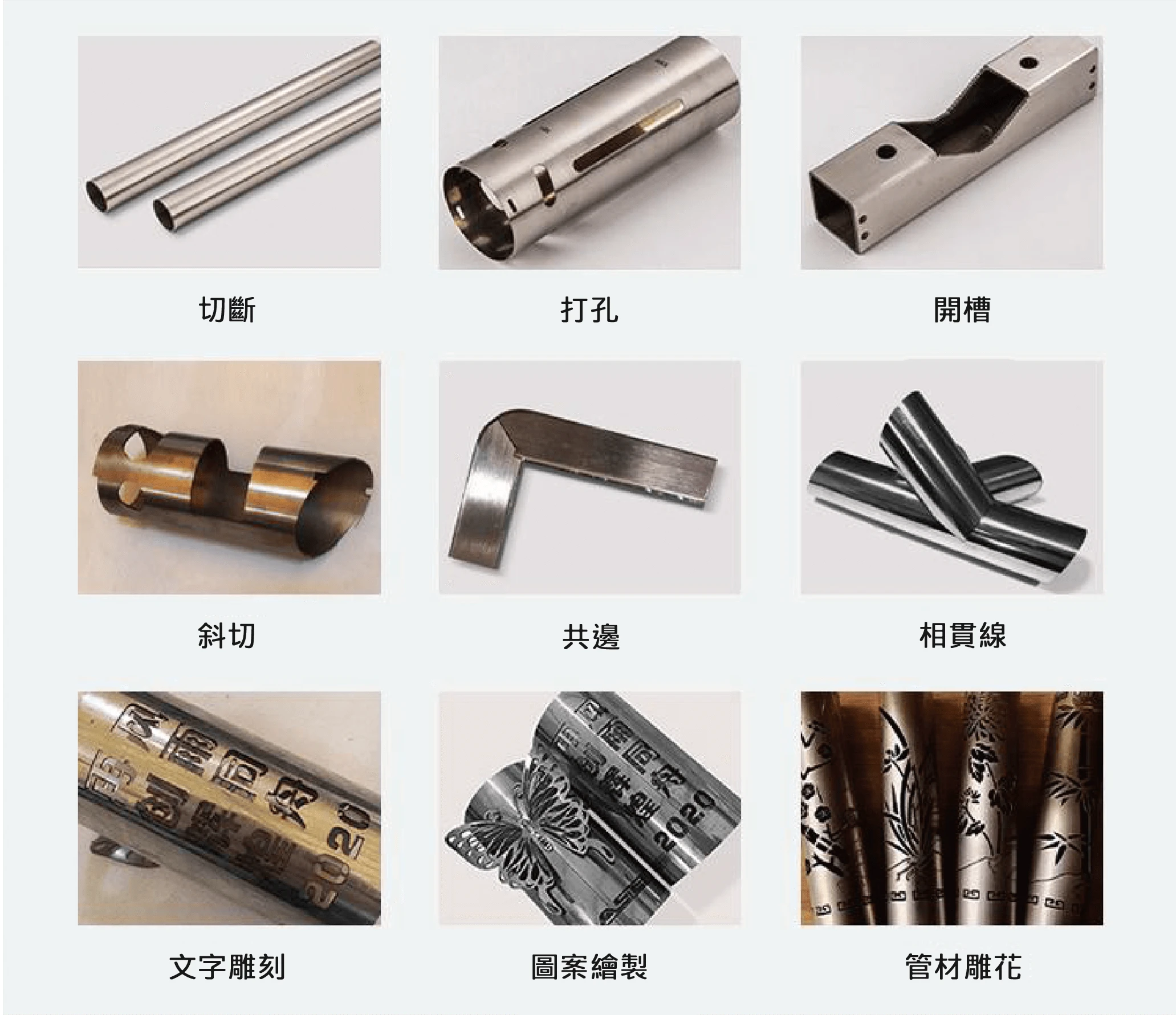
- 切断、穴あけ、スリット加工、斜め切り、共通エッジ切断、相貫切断、文字彫刻、図形描画など多様な加工技術に対応し、様々な生産ニーズに応えます。
- 自動車、航空宇宙、建設、エレベーター、家電など幅広い業界での使用に最適で、高精度かつ大量生産に対応可能です。
- お客様のニーズに応じて機能をカスタマイズ可能で、半自動・全自動の給材システムにより生産効率をさらに向上させます。
高速・高精度多機能レーザー管材切断機




操作デモンストレーション

【YaoHung耀鋐科技】客製全自動化大型雷射切管機!鋁管切割演示 #雷射切管機 #光纖雷射切割 #多軸定位 #自動化生產 #LaserTubeCutting

【YaoHung耀鋐科技】雷射切管全自動氣動收料系統 #fiberlaser #tubecuttingmachine #自動化 #metalcutting

【YaoHung耀鋐科技】光纖裁管切割機|配置簡易說明|YH-FPC60AF

【YaoHung耀鋐科技】光纖裁管切割機|軟體操作演示|YH-FPC60AF